akbar1388
عضو جدید
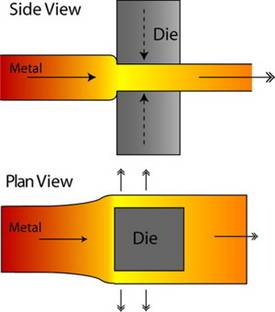
در فرآیند شکلدهی با استفاده از روشهای مختلف مانند نوردکاری، آهنگری، اکستروژن، کشیدن، پرس کاری چرخشی، الکترومغناطیسی و الکتروهیدرولیکی و غیره محصول به صورت نهایی شکل داده میشود.
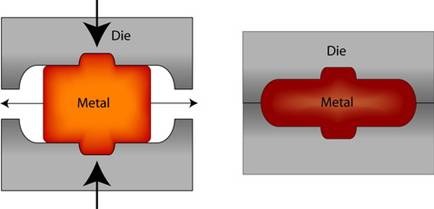
آهنگری (متالورژی)آهنگری (به انگلیسی: Forging) روشی برای شکلدهی قطعات فلزی است. در این فرآیند، فلز با چکشکاری یا پرس کردن به شکل مطلوب درمیآید.
در آهنگری فشار به صورت ضربهای وارد میشود.
انواع آهنگریدر آهنگری فشار به صورت ضربهای وارد میشود.
- از لحاظ دمای آهنگری
آهنگری گرم(کارگرم)
- از لحاظ اعمال نیرو
در این روش یک چکش بطور سریع و مداوم ضربههایی را به سطح فلز وارد میکند.
آهنگری پرسی
در این روش توسط یک دستگاه پرس، نیرو در یک مرحله و بصورت آهسته اعمال میشود.
- از لحاظ نوع قالب
آهنگری با قالب بسته
سکه زنی یکی از روش های آهنگری بسته میباشد.(coining)
در ریختهگری به قطعه ریختگی فلزی با شکل مناسب برای عملیات نوردکاری یا آهنگری شِمش میگویند.در واقع شمش ها محصولات نیم ساختهای هستند که در مراحل بعد تحت فرایند های دیگر به قطعات مورد نیاز در میآیند.
در نورد فولاد به فرآوردههایی با سطح مقطع بزرگتر از ۲۲۵ س.م. شمش و به فرآوردههایی با سطح مقطع کوچکتر از آن شمشال گفته میشود.
شِمشال از فرآوردههای میانی نورد فولاد است که سطح مقطع آن کوچکتر از ۲۲۵ سانتیمتر مربع است.[۱]
نورد (به انگلیسی: Rolling) یکی از روشهای شکلدهی مواد دارای قابلیت تغییر شکل پلاستیک است. در دماهای پایین و نزدیک دمای اتاق تنها فلزات و برخی از پلیمرها قابلیت تغییر شکل پلاستیک مناسب از خود نشان میدهند. برای افزایش این قابلیت و همچنین شکلدهی موادی که در دماهای پایین نورد آنها امکان پذیر نیست، از نورد گرم استفاده میشود.در ریختهگری به قطعه ریختگی فلزی با شکل مناسب برای عملیات نوردکاری یا آهنگری شِمش میگویند.در واقع شمش ها محصولات نیم ساختهای هستند که در مراحل بعد تحت فرایند های دیگر به قطعات مورد نیاز در میآیند.
در نورد فولاد به فرآوردههایی با سطح مقطع بزرگتر از ۲۲۵ س.م. شمش و به فرآوردههایی با سطح مقطع کوچکتر از آن شمشال گفته میشود.
شِمشال از فرآوردههای میانی نورد فولاد است که سطح مقطع آن کوچکتر از ۲۲۵ سانتیمتر مربع است.[۱]
فرآیند
فرآیند نورد شامل گذراندن تکهای از ماده از بین دو غلطک است. در اثر تنش فشاری اعمال شده توسط غلطکها ضخامت ماده کاهش مییابد.
به فرآوردههایی با سطح مقطع بزرگتر از ۲۲۵ س.م. شمش گفته میشود.
نوردکارى از جمله فرايندهاى پُرکاربرد در توليد مقاطع استاندارد، مثل ورق، است. در نوردکارىِ صفحهها، ورقها و تسمهها، پهناى قطعة کار فقط اندکى افزايش مىيابد. از عوامل تأثيرگذار در اين فرايند، مىتوان به ارتفاع اوليه و ثانوية قطعه، پهناى آن، سرعت چرخش غلتک، جنس غلتک و نيز دماى کار و جنس قطعة کار اشاره کرد. اين فرايند را مىتوان با چند غلتک و در چند مرحله تا زمانِ رسيدن به ارتفاع و وضعيت مطلوب ادامه داد. مثلاً اگر ورقی با ضخامت 5 میلیمتر در اختیار دارید و میخواهید ضخامت آن را به 1.5 میلیمتر برسانید، میتوانید از یک یا چند غلتک که در یک ردیف قرار گرفتهاند استفاده کنید. باهر بار عبور هر یک از غلتکها، اندکی از ضخامت ورق کاسته میشود تا اینکه ضخامت به مقدار دلخواه برسد.ما انجا کمی از نورد اهن را توضیح می دهیم:در نورد فلز اول در کوره میرود و بعد رسیدن به دمای مورد نظر از کوره خارج و بر روی رولگان می رود که رولگان شمش را به سمت استندها می بردریختهگری فن شکل دادن فلزات و آلیاژها از طریق ذوب، ریختن مذاب در محفظهای به نام قالب و آنگاه سرد کردن و انجماد آن مطابق شکل محفظه قالب میباشد. این روش قدیمیترین فرآیند شناخته شده برای بدست آوردن شکل مطلوب فلزات است. اولین کورههای ریختهگری از خاک رس ساخته میشدند و لایههایی از مس و چوب به تناوب در آن چیده میشد، برای هوا دادن نیز از فوتک بزرگی استفاده میکردند.
ریختهگری هم علم است و هم فن و هم هنر است و هم صنعت. به هر میزان که ریختهگری از حیث علمی پیشرفت میکند، ولی در عمل هنوز تجربه، سلیقه و هنر قالب ساز و ریختهگر است که تضمین کننده تهیه قطعهای سالم و بدون عیب است. این فن از اساسیترین روشهای تولید میباشد. به دلیل اینکه بیشتر از ۵۰ درصد از قطعات انواع ماشین آلات به این طریق تهیه میشوند. فلزاتی که خاصیت پلاستیک کمی دارند با قطعاتی که دارای اشکال پیچیده هستند، به روش ریختهگری شکل داده میشوند.
بطور کلی روشهای ریختهگری به دو دسته تقسیم میشوند: ریختهگری انبساطی و غیر انبساطی.
ریختهگری انبساطیریختهگری هم علم است و هم فن و هم هنر است و هم صنعت. به هر میزان که ریختهگری از حیث علمی پیشرفت میکند، ولی در عمل هنوز تجربه، سلیقه و هنر قالب ساز و ریختهگر است که تضمین کننده تهیه قطعهای سالم و بدون عیب است. این فن از اساسیترین روشهای تولید میباشد. به دلیل اینکه بیشتر از ۵۰ درصد از قطعات انواع ماشین آلات به این طریق تهیه میشوند. فلزاتی که خاصیت پلاستیک کمی دارند با قطعاتی که دارای اشکال پیچیده هستند، به روش ریختهگری شکل داده میشوند.
بطور کلی روشهای ریختهگری به دو دسته تقسیم میشوند: ریختهگری انبساطی و غیر انبساطی.
در این دسته روشهای از قالبهای موقت استفاده میشود.
ریختهگری در ماسهریخته گری در قالب شکل داده شده با ماسه. (Sand casting) شامل روش های زیر:
- ریخته گری در ماسه تر(Green sand casting): ریخته گری در قالب ماسه ای خشک نشده.
- ریخته گری در ماسه خشک(Dry sand casting): ریخته گری در قالب ماسه ای خشک شده. در این روش، قالب ماسه ای در گرمخانه ای بادمای حدود 300 درجه ی سانتیگراد به مدت مناسبی قرار داده شده و خشک می گردد.
- ریخته گری در قالب رو خشک(Skin-dried mould casting): ریخته گری در آن دسته از قالب های ماسه ای که سطوح آن ها-اغلب با یک مشعل- تا عمق معینی خشک شده است.
- ریخته گری روباز در ماسه (Open sand casting): ریخته گری در قالب های ماسه ای بدون لنگه ی رویی. از این روش در تولید قطعات نا دقیقی که یک سطح تخت دارند استفاده می شود.
ماشین تراشکاری ابزاری است که برای تراش دقیق قطقات سخت و نسبتاً سخت به کار میرود. اگرچه این دستگاه ابتدا برای تراش فلزات طراحی شد اما برای برش پلاستیک و دیگر مواد نیز از آن استفاده میشود. اساس کار این دستگاه بدین گونه است که قطعه در گیرهای دوار قرار گرفته و ابزار برش میتواند به صورت خطی حرکت کند. با تماس قطعه در حال چرخش با ابزار از قطعه بار برداشته میشود و با حرکت افقی و عمودی ابزار میتوان عمق برش و محل بار برداری را تنظیم نمود تا به شکل دلخواه رسید.

 ممنون خیلی عالی بود
ممنون خیلی عالی بود")